Сварочный процесс STT (сокращение от английского термина "Surface Tension Transfer" -
перенос за счет сил поверхностного натяжения) был разработан компанией
Линкольн Электрик в
результате активных исследований в области управляемого переноса металла при сварке.
STT(Surface-Tension-Transfer) - первый источник с коротко-контурным управлением.
В данном алгоритме управление источником производится через оценку параметров фаз горения
дуги.
Рис.1 Источник с технологией STT
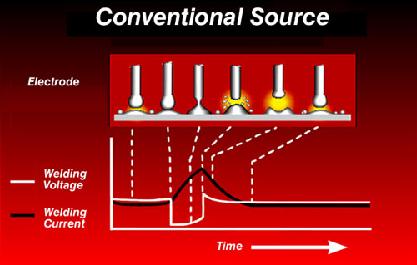
Рис. 2 Традиционный источник
Время T0 - T1: Электрическая дуга горит между концом электрода и сварочной ванной.
Шар расплавленного материала формируется из электрода. Эта фаза - фактически то же самое,
что и фаза формирования капли с обычным сварочным источником - T1 в рис. 2.
Время T1 - T2: Размер капли в конце электрода достиг определенного размера, и контакт
капли со сварочной ванной произошел - STT источник проанализировал эту ситуацию и, в момент
контакта ограничил сварочный ток до 10A - таким образом значительно уменьшил разбрызг
расплавленного металла . Та же самая фаза обычного источника соответствует точке T1 в
рис. 2 - при контакте капли электродного металла и сварочной ванны значение сварочного тока
велико до точки T3, когда сварочный ток достигает максимума.
Время T2 - T3:Процесс сварки находится в фазе короткого замыкания. STT источник
увеличивает ток в соответствии с предопределенной кривой для ускорения разделения капли и
сварочной ванны.
Время T3 - T4: Разделение КЗ-перемычки свариваемого металла и электрода происходит в
этой фазе. Только в это время STT источник управляет сварочным током с ограничением от
первоначального значения до 50 A. И , таким образом, ограничивает разбрызг и другие
последствия, вызванные динамическим действием перезагрузки дуги. По сравнению с обычным
источником (рис. 2), эта фаза соответствует точке T3 - очевидно, что выход из короткого
замыкания происходит при самом большом токе, который вызывает значительный разбрызг и
неустойчивость процесса при перегрузке дуги.
Время T4 - T7: В это время STT источник идентифицирует окончание перемещения металла к
сварочной ванне и управляет установленной электрической дугой до фазы образования капли и
начала новой фазы каплепереноса.. Таким образом один период выполнен за время - 5 ms. У
обычного источника эта фаза соответствует времени T3-T4 на рис. 2 .